AXIAL ROLLING SYSTEMS TYPE RS/RR WITH ROLL HOLDERS

THREADROLLING - AXIAL ROLLING SYSTEMS
TYPE RS/RR with roll holders
The large working ranges (M2.5–M75) of the individual rolling tool types are made possible by the quick and easy exchange of the roll holders.
These differ in the working range and the holder angle. In addition, other forming operations such as knurling, beading and smoothing can be carried out. The tools are suitable for stationary
or rotary use.
The axial tool is closed by radial rotation of the closing handle or rather by a closing roll or an automatic closing device. The opening mechanism of the tool is triggered by stopping the feed and the rolls release the workpiece.
AREAS OF APPLICATION
- Right-hand and left-hand threads as well as regular and fine threads; pipe, trapezoidal and special threads
- Profile rolls available for special applications such as rolling lubrication grooves, knurling or smoothing
- Rotating and stationary types for use on lathes, machining centres, rotary transfer and special machines
- Machining of long threads
- Suitable for small series and large production runs
ADVANTAGES
- Short processing times e.g. rolling time for 40 mm thread length = 1 sec. + dwell time 0.3 sec. (for opening)
- Extremely fast rolling speed (approx. 25–80 m/min)
- Reduction of acquisition costs due to modular design
- Highest quality precision thread rolls
- Self-opening for contact-free return
- Machining of right and left-handed threads with a wide variety of profile shapes with only one tool possible
- Optimum productivity
- High flexibility on almost all machines due to common tool holders
- Short machining times
- Rapid set-up times
Type stationary
| TYPE | Fine thread Nominal Ø mm / inch |
Standard thread Nominal Ø mm / inch |
Main dimensions Ø mm / tool length mm | Weight kg | Thread length up to Ø mm / max. length mm |
|---|---|---|---|---|---|
| RS10 | 2.5–10 / 0.1–0.394 | 2.5–10 / 0.1 – 0.394 | 66 / 55 | 1.2 | 10 / unlimited* |
| RS16 | 3–24 / 0.118–0.945 | 3–16 / 0.118–0.63 | 88 / 72 | 2.7 | 16 / unlimited* 22 / 27 27 / 19 |
| RS16-VB | 6–23 / 0.236–0.945 | 6–12 / 0.286–0.472 | 88 / 73 | 3.0 | 16 / unlimited* 22 / 33 23 / 26 |
| RS22-2 | 5–36 / 0.197–1.417 | 5–24 / 0.236–0.945 | 125 / 120 | 10.5 | 27 / unlimited* 32 / 50 36 / 26 |
| RS27/56 | 5–56 / 0.197–2.087 | 5–27 / 0.197–1.063 | 150 / 109 | 11 | 52 / unlimited* 56 / 31 |
| RS42 | 8–45 / 0.315–1.654 | 8–42 / 0.315–1.535 | 190–200 / 154.5–162.5 | 28 | 42 / unlimited* |
| RS42/75 | 45–75 / 1.654–2.953 | – | 190–200 / 154.5–162.5 | 29.5 | 45 / unlimited* 62 / 86 75 / 49 |
| RS45 | 12–54 / 0.472 – 2.008 | 12–45 / 0.472 – 1.772 | 210 / 165 | 29 | 48 / unlimited* 54 / 119 |
| RS60-5 | 32–60 / 1.26 – 2.244 | – | 192 / 131 | 28 | 60 / unlimited* |
VB = front mounted rolls
Type rotating
| TYPE | Fine thread Nominal Ø mm / inch |
Standard thread Nominal Ø mm / inch |
Main dimensions of tool Ø mm / tool length mm | Weight kg | Thread length up to Ø mm / max. length mm |
|---|---|---|---|---|---|
| RAR10-2 | 2,5–10 / 0.1–0.394 | 2,5–10 / 0.1–0.394 | 66–108 / 109.5 | 3.4 | 10 / unlimited* |
| RAR16-2 | 3–24 / 0.118–0.945 | 3–16 / 0.118–0.63 | 88–130 / 126.3 | 5.7 | 16 / unlimited* 22 / 27 27 / 19 |
| RAR16-VB | 6–23 / 0.236–0.945 | 6–12 / 0.286–0.472 | 88–130 / 127 | 6 | 16 / unlimited* 22 / 33 23 / 26 |
| RR22-2 | 5–36 / 0.197–1.299 | 5–24 / 0.236–0.482 | 125–180 / 180 | 18.9 | 27 / unlimited* 32 / 50 36 / 26 |
| RR27/56 | 5–56 / 0.197–2.087 | 5–27 / 0.197–1.063 | 150–162 / 175 | 14.5 | 52 / unlimited* 56 / 31 |
| RR42 | 8–45 / 0.315–1.654 | 8–42 / 0.315–1.535 | 190–238 / 217.5 | 45 | 42 / unlimited* |
| RR42/75 | 45–75 / 1.654–2.953 | – | 190–238 / 217.5 | 46.5 | 50 / unlimited* 62 / 86 75 / 49 |
| RR45 | 12–54 / 0.472–2.008 | 12–45 / 0.742–1.772 | 210 / 228 | 47 | 48 / unlimited* |
| RR60-5 | 32–60 / 1.2–2.244 | – | 238 / 195 | 40 | 60 / unlimited* |
VB = front mounted rolls
* The maximum thread length can be limited by the mounting shank.
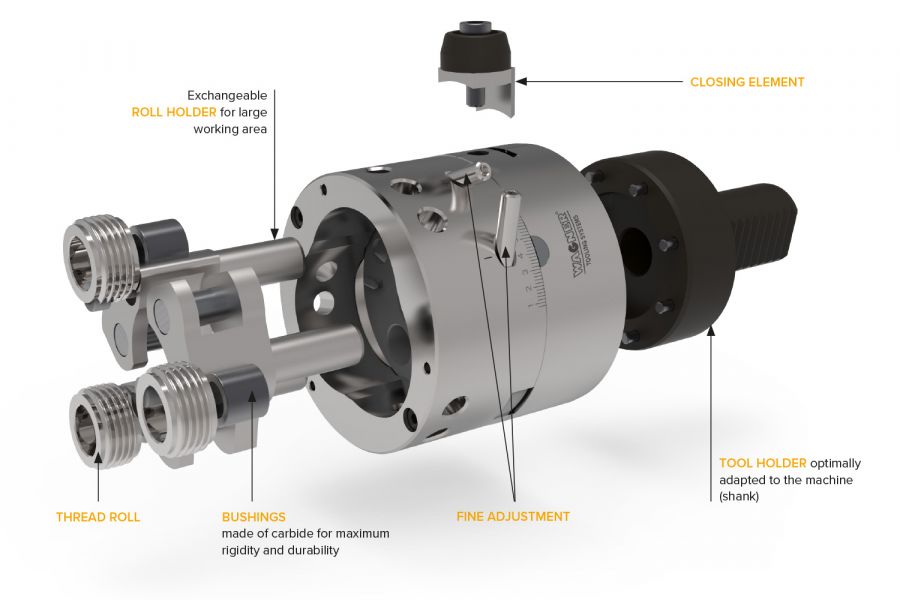
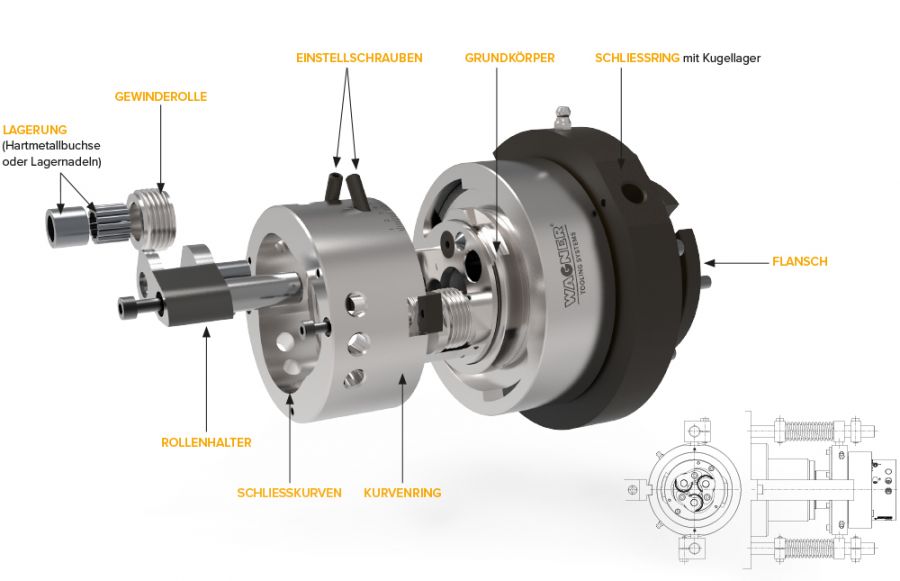
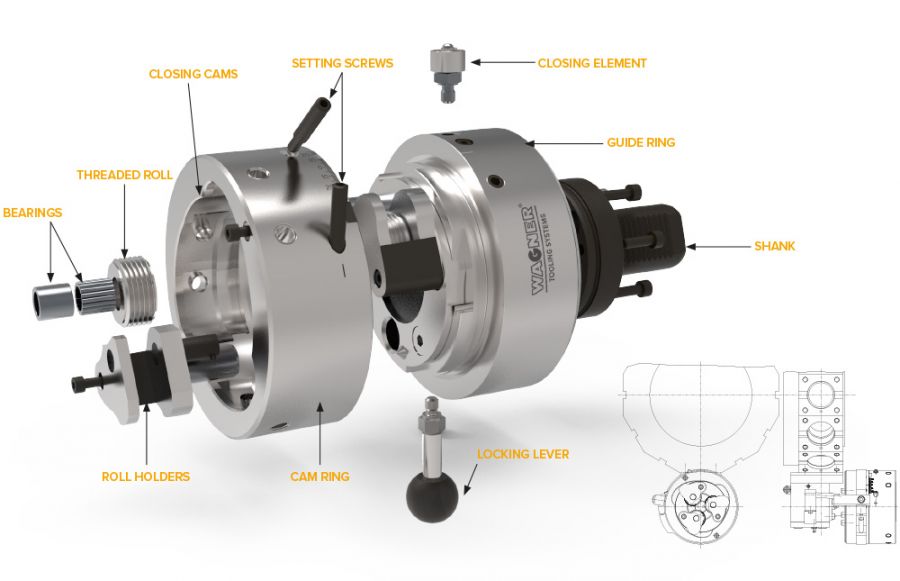
THE MODULAR SYSTEM
The thread rolls:
The thread roll is the actual forming tool. The thread profile to be rolled is worked in as parallel peripheral grooves. Different thread diameters with the same pitch can therefore be produced with the same roll set – regardless whether right-hand or left-hand threads are required. The rolls are mounted in the roll holders via bearing needles or carbide bushings.
For thread lengths ≤ 4 × d, carbide bushings are the more economical solution. Different roll designs and qualities are available for the various tasks or for problematic applications.
The roll holders:
These hold the thread rolls and differ according to diameter ranges and the pitch angles of the thread to be produced. The entire working range of a thread rolling system is covered with just a few roll holder sets. Changing the roll holders for the different threads is quick and easy.
It holds the roll holders, opens after the thread rolling operation and can be easily and precisely adjusted to the rolling diameter. The thread rolling tool is designed to take up the forces generated during cold forming. The dimensional accuracy of the rolled threads, even for materials with a tensile strength of up to max. 1700 N/mm2, is thus guaranteed and a continuous operation is ensured.
Shank variants are available for almost all tool holders of the different machines. The shank is easily interchangeable by screw connections.
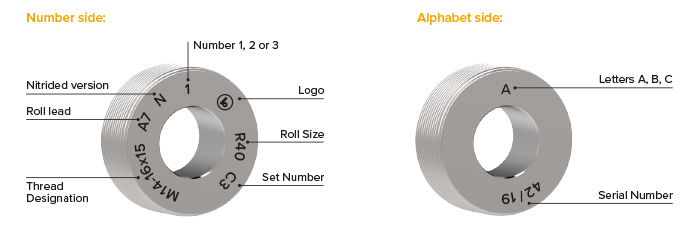
THE THREAD ROLL SET
The roll set consists of minimum three rolls. The ground-in profile forms the thread profile to be rolled.
NOTE:
To avoid damage to the rolling system and the workpiece, please use only the roll sets supplied by us. Check that the set number and serial number match on all three rolls.
MARKING OF THE ROLLS
The thread rolls can usually be used on both sides, i. e. they can be inserted from both sides. On one side they are marked with numbers (1, 2, 3), on the other side with letters (A, B, C). When inserting the rolls into the rolling tool the correct order must be observed. If the rolls are worn on the number side, they can be turned over and used in the sequence A, B, C.
THE Roll HOLDERS
The roll holders hold the thread rolls. They differ according to diameter ranges and the integrated pitch angle, which is adapted to the thread to be rolled. The exact application possibilities and the threads that can be produced as well as the corresponding roll sizes can be found in the roll holder tables following the data sheets. Please contact us for threads not listed.
Roll holders differ in:
1. holder type
2. diameter range (working range)
3. holder angle (approx. pitch angle of the thread)

DESIGNATION EXAMPLE:
RA10 – 1 – 5,0
RA10 suitable for tool types RS10 / RAR10
1 working range, Roll holders for left-hand threads are additionally marked with an “L” (RA10-1L-5.0)
5,0 the holder angle
1-2-3 numbering: ensures the thread rolls are inserted in the correct order
Typeset e.g.: K69
Only holder sets with the same designation can be used.
THE ROLLING SYSTEM TYPE RR / RAR (rotating)
The Wagner rotary type thread rolling system is designed for use with stationary workpieces. It is used, for example, on the centre sleeve of a machining unit or on the spindle of a slide unit. The functions are divided into RAR and RR types.
The opening at the thread end of the RAR type is done by stopping the control ring with the help of stops. The rolling tool is closed by moving the control ring towards the front of the rolling tool.
The RR types are opened by means of the feed stop mechanism in the machine. To close, the control ring is moved towards the back of the rolling tool. The tool is then returned to the working position.
THE ROLLING TOOL TYPE RS (stationary)
The Wagner thread rolling system in the stationary design is intended for use with rotating workpieces. This type is used, for example, on the turret of a lathe.
The opening at the end of the thread can be triggered by means of an feed stop of the machine or by limiting the feed with internal stop.
The closing process can be carried out either manually via the closing handle or automatically by approaching a stop or a curve. Alternatively, we supply suitable closing devices for automatic closing for common CNC lathes.
The closing impulse is given before rolling during a normal turning or drilling operation. For this purpose, coolant is removed from a fixed tool holder during its working cycle and fed to the closing device.
Due to exchangeable shanks the rolling system is adaptable to all machine tool holders. On machining centres the design can be used either stationary or rotating. If you have any questions, please do not hesitate to ask.
OPERATED CLOSING DEVICE for axial rolling systems type RS (stationary)
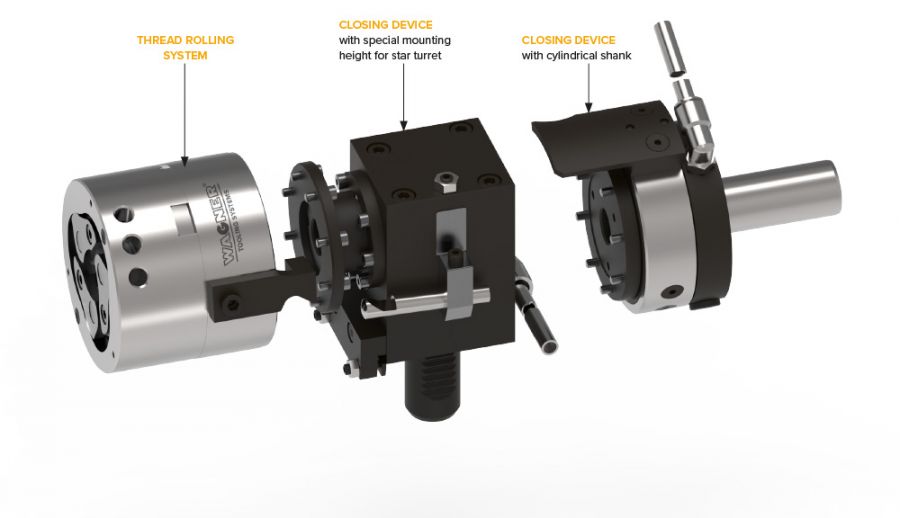
COOLANT OPERATED CLOSING DEVICE
for axial rolling systems type RS (stationary)
To reduce cycle times, closing devices are used in axial rolling systems. These have the task of closing the tool after it has opened at the end of the rolling operation. Ideally, the closing is carried out during the secondary time. As this is not always possible, the Wagner company has reduced the closing time of its tools to less than 0.2 seconds.
The new series of closing devices expand the product range and, due to the reduced installation space, also enables solutions on machines for which other methods previously needed to be used due to space limitations. The closing devices are simply actuated by cooling lubricant or pneumatically.