AXIALROLLSYSTEME BAUART RS/RR MIT ROLLENHALTER

GEWINDEROLLEN - AXIAL-ROLLSYSTEME
Bauart RS/RR mit Rollenhalter
ANWENDUNGSGEBIETE
- Rechts- und Linksgewinde sowie Regel- und Feingewinde, Rohr-, Trapez- und Sondergewinde
- Profilrollen für spezielle Anwendungsfälle wie Rollen von Schmiernuten, Rändelungen oder Glätten lieferbar
- Bauarten rotierend und stillstehend für den Einsatz auf Drehmaschinen, Bearbeitungszentren, Rundtakt- und Sondermaschinen
- Bearbeitung von langen Gewinden
- Für Kleinserien und große Losgrößen geeignet
VORTEILE
- Kurze Bearbeitungszeit z.B. Rollzeit für 40 mm Gewindelänge = 1 sec. + Verweilzeit 0,3 sec. (zum Öffnen)
- Extrem schnelle Rollgeschwindigkeit (ca. 25 - 80 m/min.)
- Reduzierung der Anschaffungskosten durch modularen Aufbau
- Präzisions-Gewinderollen in höchster Qualität
- Selbstöffnend für berührungsfreien Rücklauf
- Bearbeitung von Gewinden mit den verschiedensten Profilformen rechts- und linksgängig mit nur einem Werkzeug möglich
- Höchste Produktivität
- Hohe Flexibilität auf nahezu allen Maschinen durch handelsübliche Aufnahmen
- Kurze Rüstzeiten
Bauart stillstehend
| TYP | Feingewinde Nenn Ø mm / Zoll |
Regelgewinde Nenn Ø mm / inch |
Hauptbaumaße Werkzeug Ø mm |
Hauptbaumaße Werkzeuglänge mm |
Gewicht kg | Gewindelänge bis Ø mm / max. Länge mm |
|---|---|---|---|---|---|---|
| RS10 | 2,5–10 mm / 0,1–0,394″ | 2,5–10 mm / 0,1–0,394″ | 66 | 55 | 1,2 | 10 / unbegrenzt* |
| RS16 | 3–24 mm / 0,118–0,945″ | 3–16 mm / 0,118 – 0,63″ | 88 | 72 | 2,7 | 16 / unbegrenzt* 22 / 27 27 / 19 |
| RS16-VB | 6–23 mm / 0,236–0,945″ | 6–12 mm / 0,286 – 0,472″ | 88 | 73 | 3,0 | 16 / unbegrenzt* 22 / 33 23 / 26 |
| RS22-2 | 5–36 mm / 0,197–1,417″ | 5–24 mm / 0,236 – 0,945″ | 125 | 120 | 10,5 | 27 / unbegrenzt* 32 / 50 36 / 26 |
| RS27/56 | 5–56 mm / 0,197–2,087″ | 5–27 mm / 0,197 – 1,063″ | 150 | 109 | 11 | 52 / unbegrenzt* 56 / 31 |
| RS42 | 8–45 mm / 0,315–1,654″ | 8–42 mm / 0,315 – 1,535″ | 190–200 | 154,5–162,5 | 28 | 42 / unbegrenzt* |
| RS42/75 | 45–75 mm / 1,654–2,953″ | – | 190–200 | 154,5–162,5 | 29,5 | 45 / unbegrenzt* 62 / 86 75 / 49 |
| RS45 | 12–54 mm / 0,472–2,008″ | 12–45 mm / 0,472 – 1,772″ | 210 | 165 | 29 | 48 / unbegrenzt* 54 / 119 |
| RS60-5 | 32–60 mm / 1,26–2,244″ | – | 192 | 131 | 28 | 60 / unbegrenzt* |
VB = vorgebaute Rollen
* Die maximale Gewindelänge kann durch den Aufnahmeschaft begrenzt werden.
Bauart umlaufend
| TYP | Feingewinde Nenn Ø mm / Zoll |
Regelgewinde Nenn Ø mm / Zoll |
Hauptbaumaße Werkzeug Ø mm |
Hauptbaumaße Werkzeuglänge mm |
Gewicht kg | Gewindelänge bis Ø mm / max. Länge mm |
|---|---|---|---|---|---|---|
| RAR 10-2 | 2,5 – 10 mm / 0,1 – 0,394″ | 2,5 – 10 mm / 0,1 – 0,394″ | 66 –108 | 109,5 | 3,4 | 10 / unbegrenzt* |
| RAR 16-2 | 3 – 24 mm / 0,118 – 0,945″ | 3 – 16 mm / 0,118 – 0,63″ | 88 –130 | 126,3 | 5,7 | 16 / unbegrenzt* 22 / 27 27 / 19 |
| RAR 16-VB | 6 – 23 mm / 0,236 – 0,945″ | 6 – 12 mm / 0,286 – 0,472″ | 88 – 130 | 127 | 6 | 16 / unbegrenzt* 22 / 33 23 / 26 |
| RR 22-2 | 5 – 36 mm / 0,197 – 1,299″ | 5 – 24 mm / 0,236 – 0,482″ | 125 – 180 | 180 | 18,9 | 27 / unbegrenzt* 32 / 50 36 / 26 |
| RR 27/56 | 5 – 56 mm / 0,197 – 2,087″ | 5 – 27 mm / 0,197– 1,063″ | 150 – 162 | 175 | 14,5 | 52 / unbegrenzt* 56 / 31 |
| RR 42 | 8 – 45 mm / 0,315 – 1,654″ | 8 – 42 mm / 0,315 – 1,535″ | 190 – 238 | 217,5 | 45 | 42 / unbegrenzt* |
| RR 42/75 | 45 – 75 mm / 1,654 – 2,953″ | – | 190 – 238 | 217,5 | 46,5 | 50 / unbegrenzt* 62 / 86 75 / 49 |
| RR 45 | 12 – 54 mm / 0,472 – 2,008″ | 12 – 45 mm / 0,742 – 1,772″ | 210 | 228 | 47 | 48 / unbegrenzt* |
| RR 60-5 | 32–60 mm / 1,2–2,244″ | – | 238 | 195 | 40 | 60 / unbegrenzt* |
VB = vorgebaute Rollen
* Die maximale Gewindelänge kann durch den Aufnahmeschaft begrenzt werden.
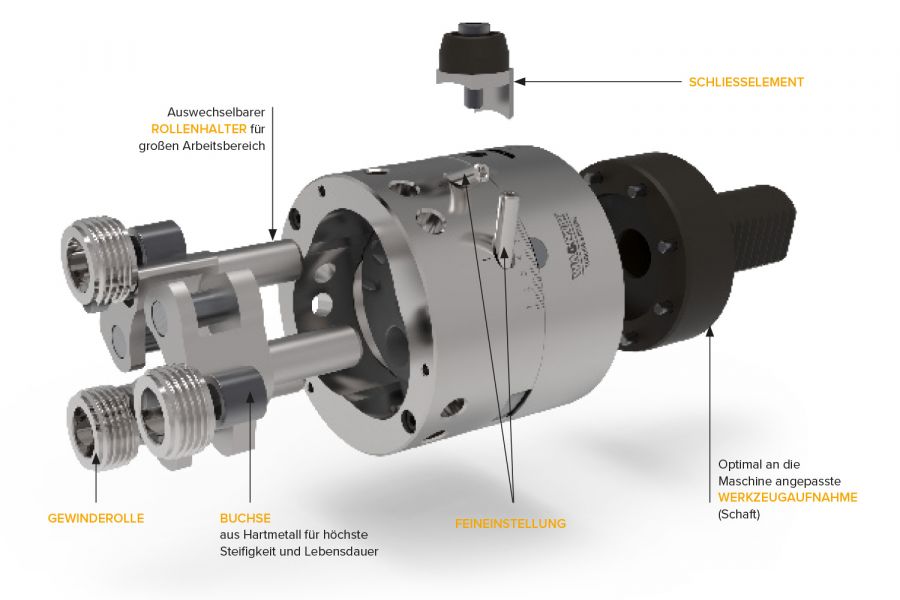
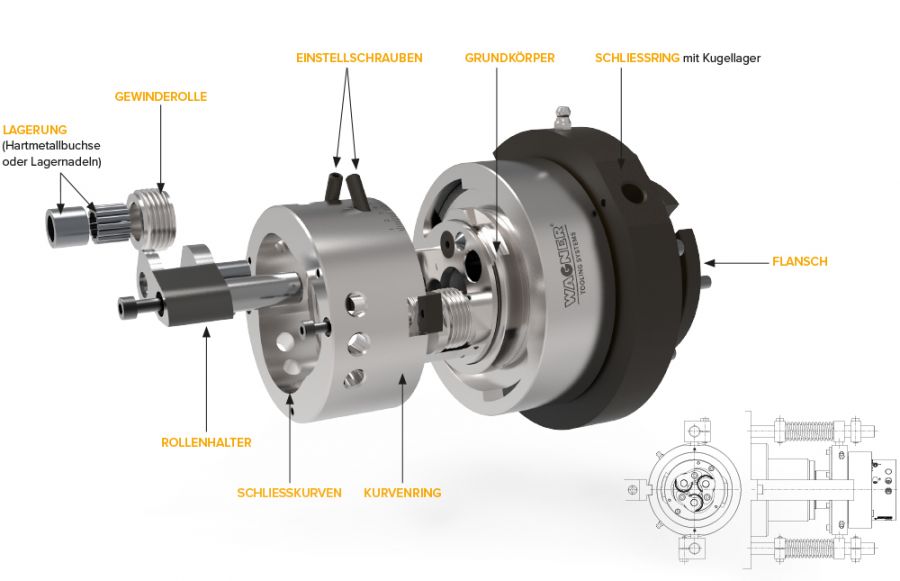
DAS MODULARE SYSTEM
Die Gewinderollen:
Die Gewinderolle ist das eigentliche Formwerkzeug. Das zu rollende Gewindeprofil ist als parallele Umfangsrillen eingearbeitet. Bei gleicher Steigung können daher unterschiedliche Gewindedurchmesser mit dem gleichen Rollensatz hergestellt werden – egal ob Rechts- oder Linksgewinde. Die Lagerung erfolgt auf Lagernadeln oder Hartmetallbuchsen. Bei Gewindelängen ≤ 4 x d sind Hartmetallbuchsen die wirtschaftlichere Lösung. Für die verschiedenen Aufgabenstellungen oder Problemfälle stehen unterschiedliche Rollenausführungen und -qualitäten zur Verfügung.
Die Rollenhalter:
Die nehmen die Gewinderollen auf und unterscheiden sich nach Durchmesserbereichen und den eingearbeiteten Steigungswinkeln des zu fertigenden Gewindes. Mit wenigen Rollenhaltersätzen ist der gesamte Arbeitsbereich eines Gewinderollwerkzeugs abgedeckt. Das Auswechseln der Rollenhalter für die verschiedenen Gewinde erfolgt schnell und einfach.
Es nimmt die Rollenhalter auf, öffnet nach dem Gewinderollen und ist genau und leicht auf den Rolldurchmesser einstellbar. Das Gewinderollwerkzeug ist so konstruiert, dass die beim Kaltumformen entstehenden Kräfte sehr gut aufgenommen werden.
Die Maßhaltigkeit der gerollten Gewinde, auch bei Werkstoffen bis max. 1700 N/mm2 Zugfestigkeit, ist damit gewährleistet und die Funktion im Dauerbetrieb gesichert.
Es stehen Schaftvarianten für nahezu alle Werkzeugaufnahmen der unterschiedlichen Maschinen zur Verfügung. Er ist durch Schraubverbindungen leicht austauschbar.
DER GEWINDEROLLENSATZ
Der Rollensatz besteht aus drei Rollen. Das eingeschliffene Profil bildet das zu rollende Gewindeprofil ab.
HINWEIS:
Um Schäden am Rollsystem und am Werkstück zu vermeiden, verwenden Sie bitte nur die von uns gelieferten Rollensätze. Prüfen Sie, ob Satznummer und Seriennummer auf allen drei Rollen übereinstimmen.
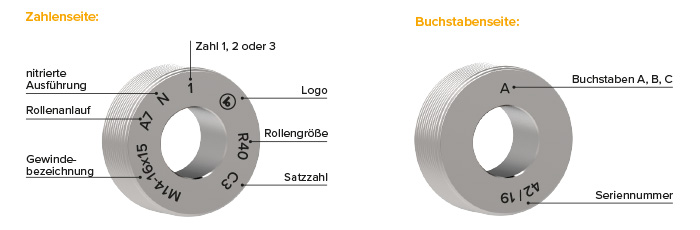
BESCHRIFTUNG DER ROLLEN
Die Gewinderollen sind in der Regel beidseitig verwendbar, d. h. sie können von beiden Seiten eingesetzt werden. Auf der einen Seite sind sie mit Zahlen (1, 2, 3) beschriftet, auf der anderen Seite mit Buchstaben (A, B, C). Beim Einsetzen der Rollen in das Rollwerkzeug muss die entsprechende Reihenfolge beachtet werden. Sind die Rollen auf der Zahlenseite verschlissen, können sie gewendet und in der Reihenfolge A, B, C eingesetzt werden.
DIE ROLLENHALTER
Die Rollenhalter nehmen die Gewinderollen auf. Sie unterscheiden sich nach Durchmesserbereichen und dem eingearbeiteten Steigungswinkel, der an das zu rollende Gewinde angepasst ist.
Die genauen Verwendungsmöglichkeiten und die herstellbaren Gewinde sowie die zugehörigen Rollengrößen sind den Rollenhaltertabellen, im Anschluss an die Datenblätter zu entnehmen. Für nicht aufgeführte Gewinde bitten wir um Rückfrage.
Rollenhalter unterscheiden sich in:
1. Haltertyp
2. Durchmesserbereich (Arbeitsbereich)
3. Halterwinkel (ca. Steigungswinkel des Gewindes)
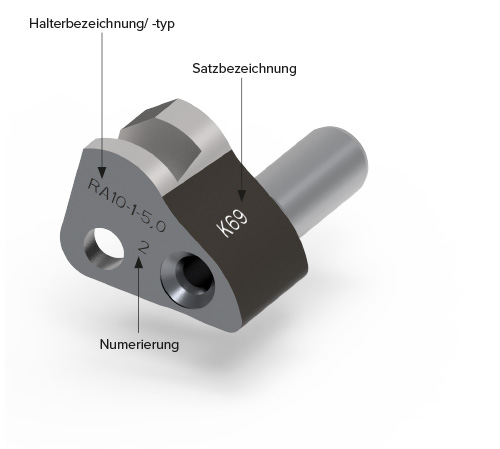
Bezeichnungsbeispiel
RA10-1-5,0
RA10 passend zu Werkzeugtypentypen RS10/RR10/RAR10
1 Arbeitsbereichbereich, Rollenhalter für Linksgewinde sind zusätzlich mit einem „L“ gekenzeichnet (RA10-1L-5,0)
5,0 den Halterwinkel
1-2-3 Nummerierung: Reihenfolge, in der die Gewinderollen eingesetzt werden müssen
Satzbezeichnung z. B.: K 69
Es können nur Haltersätze mit derselben Bezeichnung verwendet werden.
DAS AXIALROLLSYSTEM BAUART RS (stillstehend)
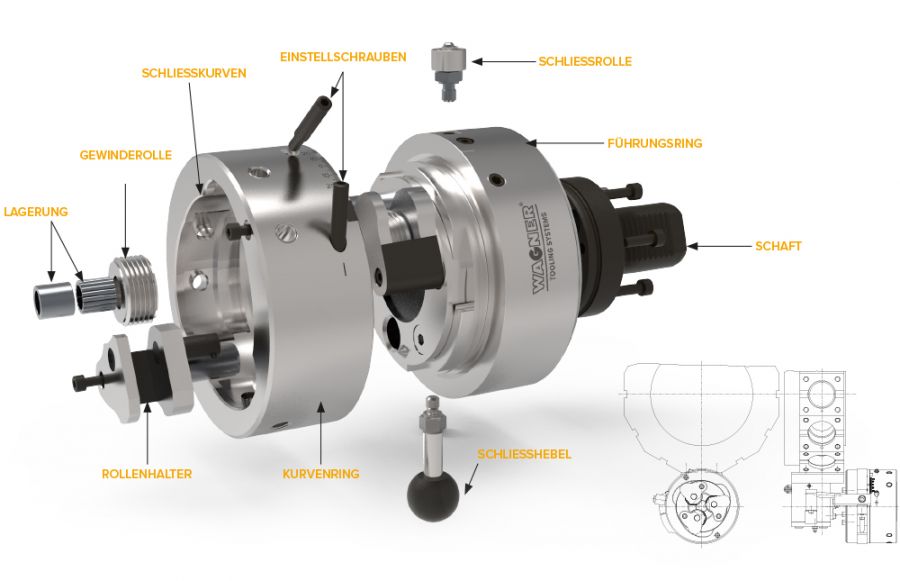
Das Wagner Gewinderollsystem in der Bauart stillstehend ist für den Einsatz mit umlaufenden Werkstücken bestimmt.
Diese Bauart wird beispielweise auf dem Revolver einer Drehmaschine eingesetzt.
Das Öffnen am Gewindeende kann mittels Vorschubstopp der Maschine oder durch Begrenzung des Vorschubs mit Innenanschlag erfolgen.
Der Schließvorgang kann sowohl manuell über den Schließgriff als auch automatisch durch Anfahren eines Anschlags oder einer Kurve vorgenommen werden. Alternativ liefern wir für gängige CNC-Drehmaschinen passende Schließeinrichtungen für ein automatisches Schließen.
Der Schließimpuls erfolgt vor dem Rollen während einer normalen Dreh- oder Bohrbearbeitung. Hierzu wird von einem starren Werkzeughalter während dessen Arbeitszyklus Kühlwasser abgezweigt und der Schließeinrichtung zugeführt.
Durch auswechselbare Schäfte ist das Rollsystem an alle Maschinen-Werkzeugaufnahmen anpassbar. Auf Bearbeitungszentren kann die Bauart stillstehend auch rotierend eingesetzt werden. Bitte fragen Sie im Bedarfsfall nach.
SCHLIESSEINRICHTUNG für Bauart RS (stillstehend)
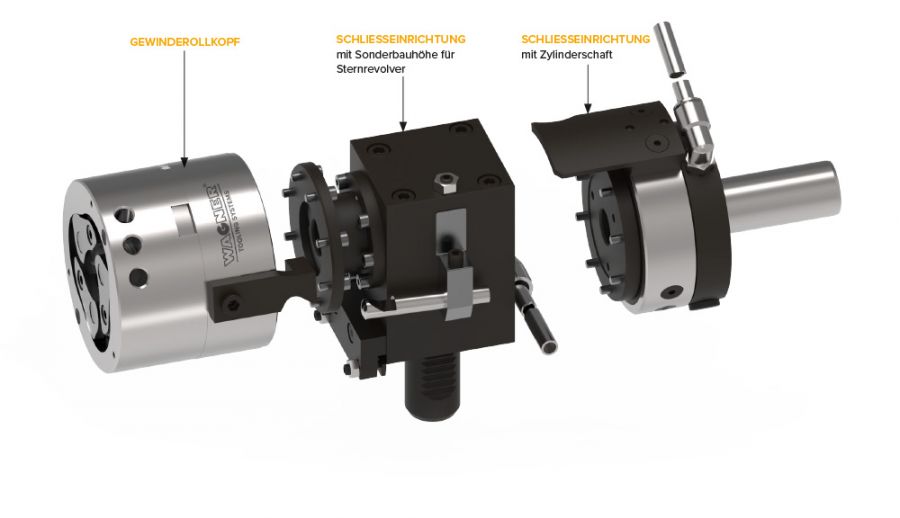
KÜHLMITTELBETRIEBENE SCHLIESSEINRICHTUNG
für Axial-Rollsysteme Bauart RS (stillstehend)
Zu einer Reduzierung der Taktzeiten werden bei Axial-Rollsystemen Schließeinrichtungen verwendet. Diese haben die Aufgabe, das im Prozess sich automatisch öffnende Werkzeug wieder zu schließen. Idealerweise erfolgt das Schließen in der Nebenzeit. Da das nicht immer möglich ist, hat das Unternehmen Wagner die Schließzeit seiner Werkzeuge auf weniger als 0,2 Sekunden reduziert.
Die neue Baureihe von Schließeinrichtungen erweitert das Produktprogramm und ermöglicht zusätzlich durch den reduzierten Bauraum Lösungen auf Maschinen, für die aus Platzgründen bislang mit anderen Methoden gearbeitet werden musste. Die Ansteuerung der Schließeinrichtungen erfolgt einfach über Kühlschmierstoff oder pneumatisch.
DAS ROLLSYSTEM BAUART RR/RAR (rotierend)
Das Wagner Gewinderollsystem in der Bauart umlaufend ist für den Einsatz mit stillstehenden Werkstücken konzipiert. Es wird beispielweise auf der Pinole einer Bearbeitungseinheit oder auf der Spindel einer Schlitteneinheit eingesetzt. Bei den Funktionen unterscheidet man zwischen RAR- und RR-Typen.
Das Öffnen am Gewindeende der RAR-Typen erfolgt durch Anhalten des Steuerrings mit Hilfe von Anschlägen. Das Rollwerkzeug wird durch Betätigung des Steuerrings in Richtung Rollwerkzeugfront geschlossen.
Die RR-Typen werden mittels Vorschubstopp der Maschine geöffnet. Zum Schließen wird der Steuerring in Richtung Rollwerkzeugrückseite bewegt. Anschließend wird das Werkzeug in die Arbeitsstellung zurückgeführt.
Axialrollsystem RR/RAR (umlaufend) Sonderanwendungen
Die Rollsysteme RR/RAR für Einstech- bzw. Einrollierarbeiten sind mit einem verstärkten Schließmechanismus ausgestattet. Dadurch können diese Werkzeuge auch große Kräfte, die bei Umformarbeiten anfallen, aufnehmen; der Verriegelungsmechanismus entfällt. Für Maschinen mit Zugstange können diese Systeme auch mit Innensteuerung angeboten werden.
Die Abmessungen und Anbaumaße der Einstechrollsysteme können den Datenblättern der entsprechenden Gewinderollsysteme RR und RAR entnommen werden.
Gesondert aufgeführt wird hier das für schwere Umformaufgaben konzipierte Einstechrollsystem RR42-SF.
| Typ | Feingewinde Ø Nenn-Ø mm/Zoll |
Hauptbaumaße Werkzeug-Ø mm |
Hauptbaumaße Werkzeuglänge mm |
Gewicht kg |
|---|---|---|---|---|
| RAR10-2-S | 2,5–10 mm / 0,1–0,394″ | 66 | 108 | 3,4 |
| RAR16-2-S | 3–24 mm / 0,118–0,945″ | 88 | 130 | 5,7 |
| RAR16-VB-S | 6–23 mm / 0,236–0,945″ | 88 | 130 | 6 |
| RR22-2 | 5–36 mm / 0,197–1,299″ | 125 | 180 | 18,9 |
| RR42-SF | 8–45 mm / 0,315–1,77″ | 190 | 238 | 46,5 |
| RR42/75 | 45–75 mm / 1,654–2,953″ | 190 | 238 | 46,5 |